|
品牌介紹
智造之眼∣視覺解決方案—上下料案例作者:智眼小匠 “對(duì)于自動(dòng)化生產(chǎn)線而言,搞定了上料方式,產(chǎn)線就搞定了一半。當(dāng)前生產(chǎn)上上料方式有很多,比如圓振動(dòng)盤上料、提升機(jī)或推板機(jī)上料、彈夾式上料、柔振上料、tray盤上料(產(chǎn)品相對(duì)位置固定)等,其中前3種不需要視覺參與,但需要產(chǎn)品耐磨損,易分辨正反方向并且產(chǎn)品種類單一兼容性不強(qiáng)等,而且可能該需要進(jìn)行人工干預(yù)解決卡料或是彈夾上料問題。而使用柔振上料、tray盤上料需要機(jī)器視覺進(jìn)行引導(dǎo),具有高兼容性、低卡料性、低磨損性等特點(diǎn)。
柔振上料
多穴位上料 ” . 視覺應(yīng)用 完成上料后可能是為了進(jìn)行檢測(cè),也可能是為后續(xù)組裝做準(zhǔn)備,也有可能是放置于料帶中進(jìn)行打包,而在這些場(chǎng)景中視覺都可以參與進(jìn)行,以實(shí)現(xiàn)更高精度的放置與組裝。 可以根據(jù)實(shí)際的來料方式以及后續(xù)動(dòng)作將上料過程分為柔振定位抓取放置、柔振抓取組裝、載具來料抓取放置、載具來料抓取組裝、多穴位來料抓取放置、多穴位來料抓取組裝等場(chǎng)景。
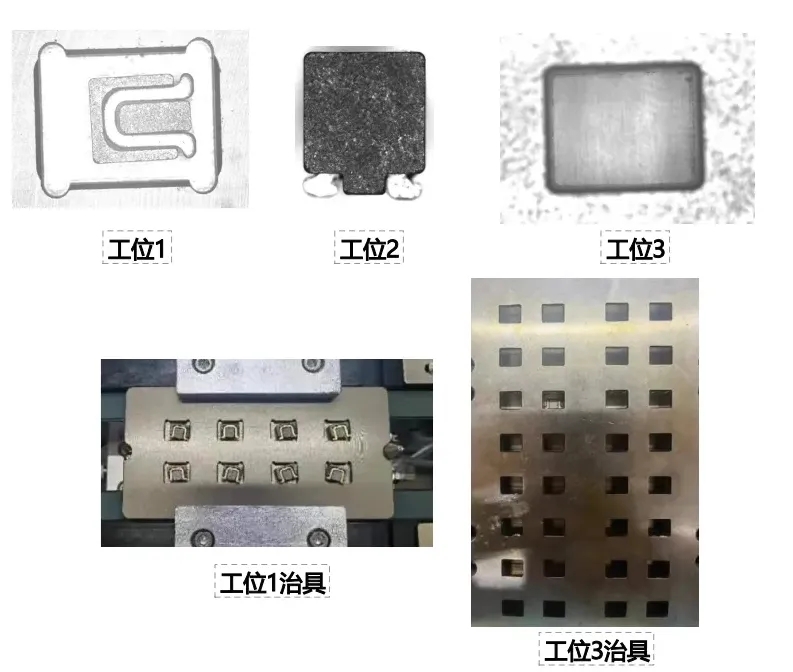
對(duì)于以上場(chǎng)景,我們均有成熟完善的方案,協(xié)助客戶實(shí)現(xiàn)自動(dòng)化上下料過程 . 項(xiàng)目案例 電感多目標(biāo)上料組裝(柔振上料組裝) 1、檢測(cè)對(duì)象:電感 2、產(chǎn)品規(guī)格:6*7mm 3、檢測(cè)內(nèi)容:柔振抓取、組裝引導(dǎo) 4、運(yùn)行方式:①工位1上相機(jī)拍柔振產(chǎn)品,引導(dǎo)多目標(biāo)抓取;②工位2下相機(jī)定位機(jī)械手上產(chǎn)品偏差;③工位3上相機(jī)拍治具上產(chǎn)品位置偏差,引導(dǎo)貼合 5、要求:①靜態(tài)檢測(cè);②0.1mm組裝間隙;③檢測(cè)耗時(shí)要求:800ms以內(nèi)
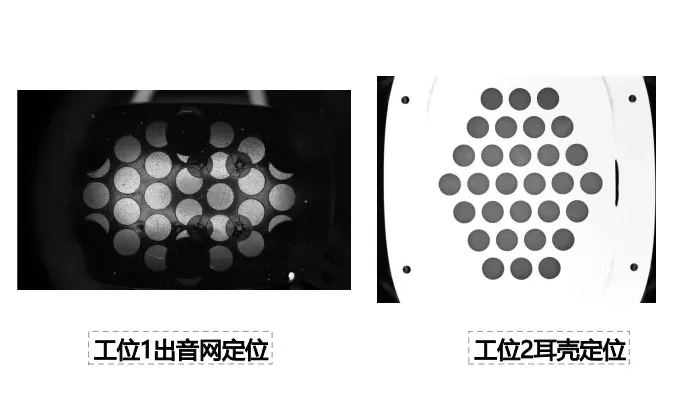
貼膜組裝(載具來料抓取組裝) 1、檢測(cè)對(duì)象:出音網(wǎng)+耳殼底座 2、檢測(cè)內(nèi)容:組裝引導(dǎo) 3、運(yùn)行方式:①載具來料,吸嘴進(jìn)行盲抓;②工位1下相機(jī)吸嘴上產(chǎn)品偏差;③工位2上相機(jī)拍治具上耳殼位置偏差,引導(dǎo)貼合 4、要求:①靜態(tài)檢測(cè);②0.1mm組裝間隙
電感組裝(多穴位上料組裝) 1、檢測(cè)對(duì)象:電感 2、檢測(cè)內(nèi)容:電感組裝 3、運(yùn)行方式:①工位1上相機(jī)拍多穴位治具上產(chǎn)品來料,引導(dǎo)抓取;②工位2下相機(jī)拍抓取后的位置偏差;③工位3上相機(jī)拍多穴位治具上產(chǎn)品的位置偏差,引導(dǎo)貼合 4、要求:①靜態(tài)檢測(cè);②0.1mm組裝間隙
①:多目標(biāo)抓取場(chǎng)景時(shí),多產(chǎn)品兼容,更換產(chǎn)品可在10分鐘內(nèi)完成。 ②:為了提高CT完成了抓取路徑的優(yōu)化算法,實(shí)現(xiàn)以最短的時(shí)間完成抓取。 ③:實(shí)現(xiàn)超短時(shí)間內(nèi)的連續(xù)飛拍,并且調(diào)試時(shí)只需要調(diào)整一個(gè)成像效果即可。 ④:多穴位抓取場(chǎng)景中只需要對(duì)第一個(gè)點(diǎn)進(jìn)行示教便可完成多學(xué)位的抓取或放置引導(dǎo),并且后續(xù)拍照位置發(fā)生變更也不影響引導(dǎo)效果。 ⑤:針對(duì)于大物料可實(shí)現(xiàn)多相機(jī)拍產(chǎn)品對(duì)角實(shí)現(xiàn)高精度抓取或是放置,當(dāng)然也可以使用單相機(jī)多拍拍產(chǎn)品對(duì)角實(shí)現(xiàn)。
聲明:此篇為棱鏡空間-智造之眼原創(chuàng)文章,轉(zhuǎn)載請(qǐng)標(biāo)明出處鏈接:http://www.yuoutong.cn/h-nd-55.html
|